A perfectly timed call about the soil-facing side of a tank bottom
While I was completing the research for this blog, we received a call from a customer. I can’t make this up – it happened! He wanted to talk with a Corrosion Expert about our weldable tank bottom protective coating for a new aboveground storage tank (AST) they will deploy in the southeastern United States.
I spoke briefly with this gentleman before handing him over to Carlos DeOro, EonCoat’s Operations Manager. What he shared sums up the challenges faced by AST owners and managers.
As we talked, the caller communicated, “the tank owner doesn’t want someone crawling around under the current tank assessing for corrosion.” We both had a good chuckle at that statement as he clarified that the soil-facing side of the tank bottom currently has no corrosion protection.
The story of unprotected tank bottoms
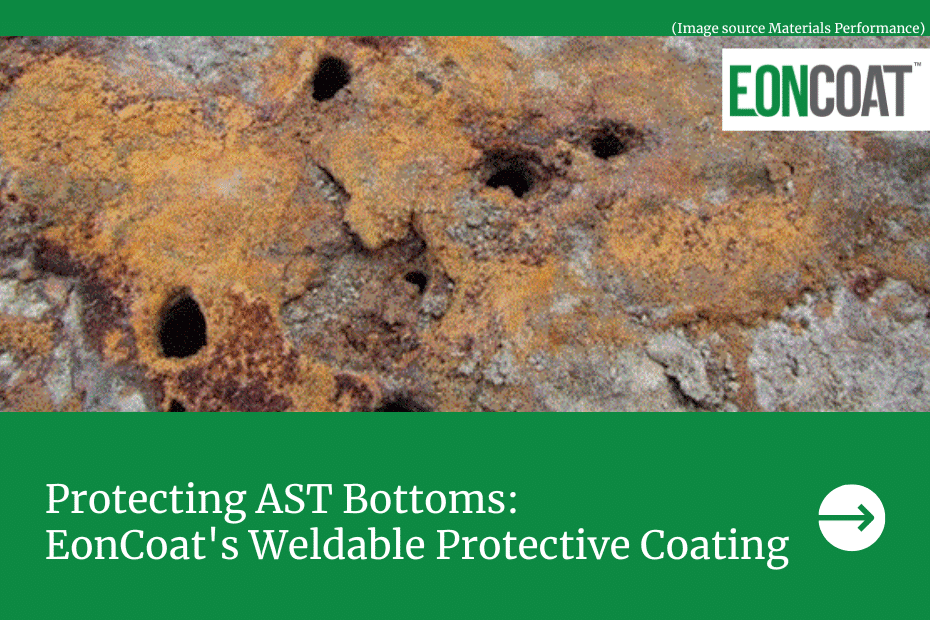
What happens to the soil-facing side of a tank bottom when it’s left unprotected?

Image extracted from materialsperformance.com
One refinery with storage tank bottoms constructed of 8-mm thick carbon steel was experiencing a soil side corrosion rate of 1-2 mm per year. In two years, they had four bulk storage tank bottoms fail. All this failure occurred within seven years of the facility being commissioned.
If you’re a tank owner or tank facility manager, you know that an abbreviated service life or tank failing represents:
- Lost production opportunity,
- the cost of repair or replacement of the tank,
- potential risks for an environmental mishap, and
- a poor experience for your customers.
Leaving the soil-facing side of a tank bottom unprotected – without a weldable corrosion prevention coating – was common practice before EonCoat Weldable Coating.
The past trends for tank bottoms

Image extracted from materialsperformance.com
While the typical lifespan of a tank is between 25 to 40 years, you can see corrosion on the tank bottom within 15 years. Based on the outside environment and the tank content’s chemicals, the rate of corrosion may speed up.
Some tank owners chose to double the thickness of the tank bottom. Doubling the thickness will double the price but may not lengthen the life of the tank bottom.
What if you could get a 30-year warranty for corrosion prevention of the soil-facing side of the tank bottom? That is precisely what EonCoat’s Weldable corrosion protection coating offers our customers. Think about the math. You can take a tank bottom with a 15-year life expectancy and turn it into a tank bottom with a 30-year life expectancy. That’s a 100% increase in the life cycle.
How does EonCoat protect tank bottoms?
EonCoat’s safety-first, rust prevention engineering results in a two-part system while laying down one layer of permanent corrosion protection. Let’s break down the science behind EonCoat Weldable Coating.
Part A is based on potassium monophosphate, and Part B contains magnesium hydroxide. Parts A and B meet during application on the carbon steel substrate. The acid-base reaction causes the protective coating to be dry to the touch within five minutes and cured within 15 minutes.
The acid alters the top layer of steel into iron phosphate, so the steel can no longer corrode. When the acid and metal oxide react, the second protective mechanism forms the cementitious layer creating a phosphate reservoir. Because of this science, EonCoat chemically bonds to the surface of the carbon steel asset.
What about the welds?
EonCoat Weldable Coating remains intact after you weld on the backside of the carbon steel. This is due, in part, to the fact that EonCoat Weldable Coating will not burn because it is non-flammable and heat-rated up to 650°C (1202°F). In contrast, protective paints mechanically lay on top of the carbon steel and burn away when you weld metal.
Additional benefits of selecting and using EonCoat Weldable Coating
EonCoat Weldable Coating eliminates:
- VOCs (volatile organic compounds),
- HAPs (hazardous air particles),
- odors,
- toxins.
Eoncoat Weldable Coating reduces:
- Costs associated with Cathodic Protection because less voltage is needed.
- The amount of PPE needed for the application project. You only need an N95 mask and safety goggles.
- The wait time to determine if your protective coating is applied correctly. If the application is off, you’ll know within minutes, and you can correct it immediately.
- The risk of needing dry fall cleanup expenses. EonCoat’s dry fall margin is less than 10 feet.
EonCoat Weldable Coating increases:
- The lifecycle of the soil-facing side of a tank bottom.
- The amount of money you can then reallocate to investing in your company, your employees, or returning to your shareholders.
- Your capacity to focus on other things because protecting the soil-facing side of a tank bottom isn’t hard when you select EonCoat.
The global lens of aboveground storage tanks
While we’ve all driven down the highways and seen tank farms or extensive facilities with aboveground storage tanks, let’s look at ASTs globally. The current estimate is that the global AST market grew from $14.22 billion in 2022 to $15.16 billion in 2023. North America is the largest market for ASTs, with 35% of all tanks, while Europe and Australia have a 25% market share. The top three industries utilizing ASTs are oil and gas, chemical, and water or wastewater treatment.
We share those global statistics because EonCoat has a global reach. With EonCoat Authorized Distributors around the globe, we can quickly and easily put boots on the ground near you for technical support.
EonCoat Weldable Coating – learning is believing
Are you ready to learn more about EonCoat Weldable Coating? Feel free to click the Download Our Free E-Book button below. You’ll receive EonCoat’s Free E-Book followed by one email per day for five days to continue your learning journey. As always, we keep your email guarded as safely as we keep your carbon steel asset protected – permanently!